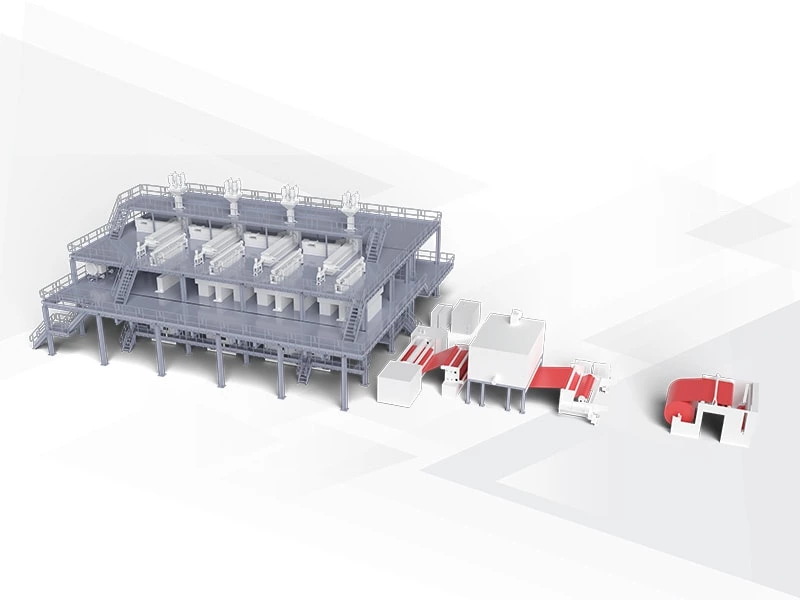
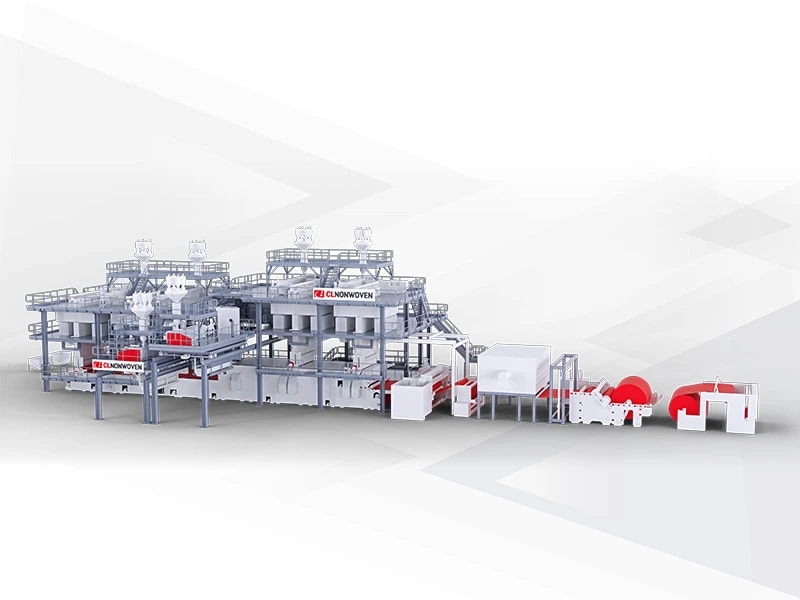
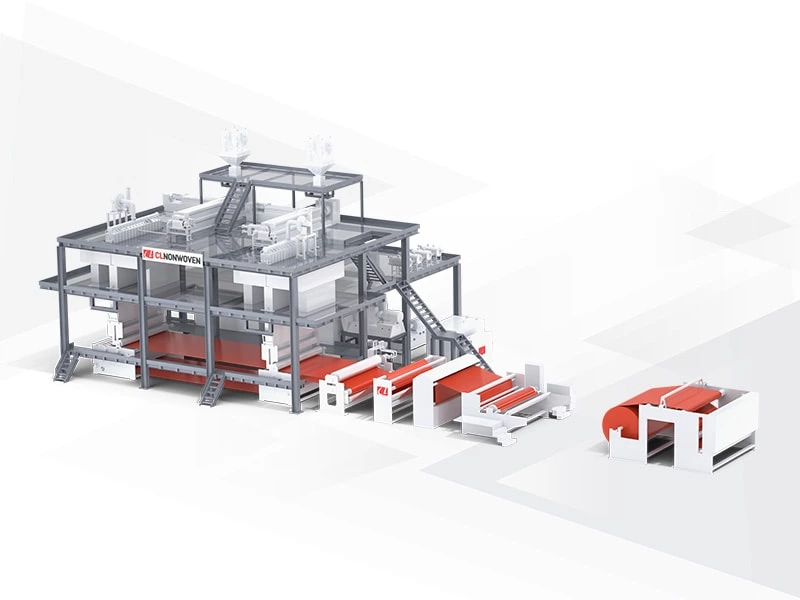
SS纺粘生产线
该无纺布生产线集PP纺丝、成网、热黏合工艺于一体,以PP为主材,辅以色母粒、抗氧化剂、防起球剂及阻燃剂,高效生产优质无纺布。
SS纺粘生产线技术配置
| 型号 | 幅宽 | 克重范围 | 机器速度 | 原材料 | 产能 |
| 1600 SS | 1600 | 8-80gsm | 450m/min | PP Chips | 10 Ton/Day |
| 2400 SS | 2400 | 8-80gsm | 450m/min | PP Chips | 15 Ton./Day |
| 3200 SS | 3200 | 8-80gsm | 450m/min | PP Chips | 20 Ton/Day |
生产线概述
SS无纺布生产线是通过PP纺丝、成网、热黏合等工艺生产无纺布的设备。主要以PP为主要原料,配以色母粒、抗氧化剂、防起球剂、阻燃剂等助剂。该生产线能够生产不同颜色、不同性能的PP纺粘无纺布,适用于各种用途。
SS排序:从成网机到热轧机方向为S1→S2。
纺粘系统主要设备的一般配置
1.喂料系统
各系统采用负压吸式自动送料。上料管采用壁厚1mm的不锈钢管。上料系统提供工艺界面输送至主机设备操作界面提供查询作用,上料系统的故障报警输出至主机设备控制台,以便于查看。
2.螺杆挤出机
本装置主要是把丙纶切片进行挤压熔融。由传动装置、减速器、螺杆、混料头、套筒、陶瓷加热器、机架等组成,配自动温度控制、冷却系统及报警系统。主传动采用交流变频控制。
各区温度控制采用温控模块、固态继电器、Pt100铂热电阻组成温控闭环系统。
3.回料挤出机
设备功用及组成:用于边料回收。由螺杆、套筒、出料头、熔体过滤器、传动装置、加热系统、保温装置、机架、温度压力控制系统、边料喂入罗拉及导布轮装置等组成。采用交流电机变频调速,各区温度控制采用温控模块、固态继电器、Pt100铂电阻组成温控闭环系统。出料头设有止回阀,带机头压力显示,新型易进料,防伤手,喂料口采用西门子变频控制.
4.熔体过滤器
由法兰直接与挤出机连接。由2组过滤单元组成。每个单元均有2个锥形通道。
5.计量泵及传动
类型:齿轮泵
6.纺丝箱体
箱体内熔体分配方式:单泵、单衣架式
配自动加热保温系统及网后(指过滤器过滤网)压力显示控制系统,各区温度控制采用温控模块、固态继电器、pt100铂热电阻组成温控闭环系统。每个纺丝箱体均能将熔体对称等压地进行熔体分配;配备方便更换组件的专用工具及调运装置
7.单体抽吸装置 (2台,CL最新设计)
双排并列多管式
8.侧吹风装置 (2台,CL最新设计)
采用新型侧吹风结构,主体框架采用铝制材料,不锈钢封板带保温
9.牵伸装置(2套,CL最新设计)
采用新型牵伸风道结构,带保温。
10.扩散器(2套,CL最新设计)
扩散风道宽度可在线调节
11.成网机(1套,CL最新设计)
网帘(2条网帘)
一台供调试时使用,另一台供调试完成后使用
12.热压辊
13.托辊(1 套):
支承辊表面橡胶层的硬度应不低于SHA76,最大线压力为 7N/mm。
14.成网机的结构形式
墙板厚度为40mm。两侧有盖板保护。保证所有转辊的轴线平行度和对成网机中心线的垂直度,实现高速稳定性,所有成网风箱都采用单侧抽吸方式
15.两辊热轧机 (1套)(CL,含控制系统和导热油炉)
辊的形式:上辊为刻花辊,下辊为光辊;花纹有限宽度为3700mm,光辊宽度3800mm
16. 卷绕机
有效工作宽度:3700mm;
收卷方式:摩擦式收卷;
换卷方式:自动换卷;
17. 分切机
有效工作宽度:3500mm;
机械转速:30-900m/min(正常工艺调节范围:30-800m/min)